
FANCL(芳凯尔)集团在两个业务领域开展业务,一个是以公司自成立以来的主力产品—无添加化妆品“FANCL”和抗衰老护理专业品牌“ATTENIR(艾天然)”等为代表的“美”领域,另一个是保健品、发芽米、青汁(大麦嫩芽与蔬菜叶汁液)等“健康”领域。在新冠疫情中,该公司也推进了“有芳凯尔特色的OMO”(Online Merges with Offline,融合线上线下的新型店铺经营模式),销售稳步发展。
因此,为了实现“让世界变得更美丽,更健康,更受世界喜爱的公司”的长期愿景“VISION 2030”,开始强化物流体制。自2008年芳凯尔的“主力”——关东物流中心(位于日本千叶县柏市)开始运转以来,时隔13年再次新建的是2021年6月开始运营的“FANCL关西物流中心”(图1,图表1)。
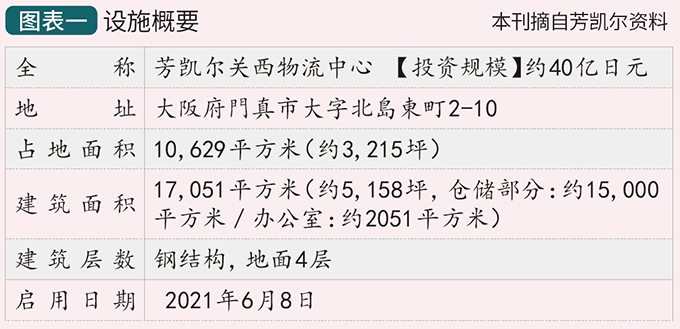
大阪东部的交通要道近畿自动车道与门真交汇处和花博纪念公园很近,从大阪地铁长堀鹤见绿地线的门真南站步行15分钟左右的距离,对于库内作业的劳动者来说,这里是交通便利的BTS(Build To Suit订制仓库)型物流设施。
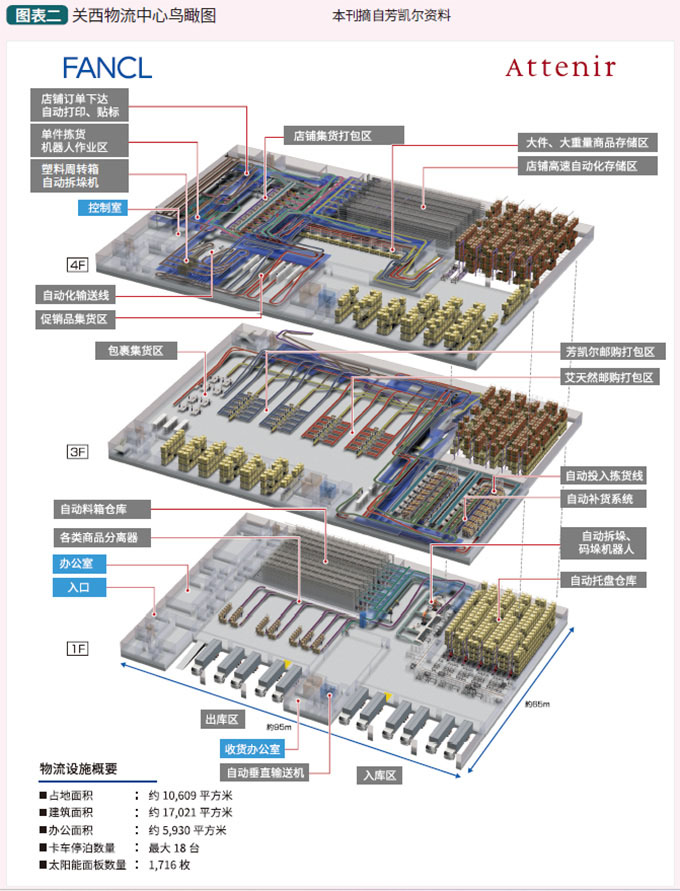
该中心的亮点是引进自动化设备,如自动托盘仓库、自动料箱仓库、料箱机器人和拣选机器人,将出货能力提高到原来的1.4倍。这次,本刊对正在顺利运营的该中心的矢野正人中心长和藤井裕二科长进行了关于新设物流中心的经过、中心的特长、作业流程等的采访和报道。
因销售增长而强化物流体制以自动化确保稳定的生产效率
矢野正人首先讲述了关西物流中心成立的经过。在芳凯尔通过2015~2017年度的“广告先行增长战略”和2018~2020年度的“执行2020”两个中期管理计划之后,销售规模取得了非常大的增长。为了向“VISION 2030”迈进,芳凯尔今后将在日本国内外积极开展业务,前提是拥有能够支撑销售的物流体系的基础设施,因此公司内部于2017年左右开始了讨论,计划在主力的关东物流中心之后建立第二个基地。
成立该中心的目的,共有三点。第一个是通过两个计划,为了今后的销售增长,芳凯尔对物流体系进行了重新评估,因为仅靠关东物流中心无法完成销售量;第二个是“东西”两个基地体系建立BCP。假如关东发生灾害,现在也可以从关西向消费者送货了;第三点是减少运输到关西以西地区的时间和成本。以前,从关东中心发货的情况下,也有不能在第二天送到日本九州岛、四国和中国地方(指:鸟取、岛根、冈山、广岛、山口地区)的情况,送货天数存在地区差异。解决了这一问题,在最短的时间内,第二天就可以配送到日本全国各地,预计每年的配送费用也将减少2.3亿日元(约1,193.7万元人民币)左右。
“我认为我们已经准备好了能够让更多的顾客感到高兴的物流体系。”矢野正人接着说道,“我们的目标是通过引进最先进的机器人和MH设备(Material Handling物料搬运设备),建立一个少人化的物流中心,从中心的布局、承重、天花板高度,MH设备的布置和通过输送线孔洞的位置开始。”我们与开发商大和房屋工业公司及DAIFUKU大福公司一起,共同导入最新锐的机器人及MH设备,构筑彻底的少人化物流中心为目标。
据了解,关西物流中心的处理能力和成本削减效果超过了关东物流中心,其中的关键在于自动化。
矢野正人表示,此次该物流中心一口气推进机械化、自动化、少人化的最大目的是,未来由于人手不足和工人老龄化导致的劳动力不足、人工费高涨、业务委托费等上涨的可能性越来越高,因此希望确保稳定的作业效率。
通过引进自动托盘仓库和自动料箱仓库等MH设施,与关东物流中心相比,芳凯尔减少了约65%的收货、存储和补货的工作人员使用量,并通过自动化的料箱机器人和拣选机器人,减少了约40%的产品输送线上的工作人员使用量。、
转移“芳凯尔”的畅销产品与所有“艾天然”品牌产品的发货
在关东物流中心的卸货泊位,用叉车搬运托盘的工作量很大,而关西中心通过引进自动托盘仓库,入库时只需将装有箱子的托盘“砰”的一声放在高速搬运小车上,之后就可以随意进入仓库,大大降低了卸货的工作量。关于商品补充的作业,以前也是用叉车把托盘先卸下来,再搬运到货架上进行补充,但是本中心通过自动化,这一连串的作业全部连接在一起。也就是说,自动化可以减少叉车卸货和放入货架的人力。芳凯尔对实现GTP(Goods to Person,货到人)工作流程的布局进行了彻底的研究,以实现货物到达工人手中的GTP工作流程,同时利用机器人和MH设备等,而不是传统的人员移动去拣货。
过去,芳凯尔面向邮购、直营店铺的化妆品、保健品出货量占到了关东物流中心全部货量的35%,SKU多为芳凯尔销量名列前茅的畅销系列,共计250个左右。如今,自动化还可以缩短交付时间。但是用同一套系统处理一天能卖100件的商品和一个月只能卖1件的商品,效率不是很高。由于芳凯尔的核心物流中心是关东物流中心,因此,为了充分发挥关西物流中心的特色,芳凯尔打算将销售排名靠前的产品转移到关西物流中心,结果亦占到了35%的处理量。
同时,关西物流中心还负责了艾天然的出货,这也是该物流中心的特点——支持芳凯尔、艾天然两个品牌。
以前,“艾天然”是从位于滋贺的生产基地所配套的物流中心发货的,但这些物流中心全部转移到关西物流中心,把给顾客的交货时间和质量提高到“芳凯尔”水平,这是设立该中心的目的之一。以前,集团估计关东物流中心和滋贺的所有“艾天然”产品的发货量合计为3.4万件/天,但2021年开始运作时,关东物流中心和关西物流中心的发货量合计为5万件/天,发货能力提高了约1.4倍。
在处理能力提高以后,日本关西以西的地区最快也能够在第二天就完成送货。在关西物流中心内,当天15点之前收到的订单都属于“当天发货”的标准,实际出货工作会根据订单的数量有所波动,早的话18点左右,晚的话20点才能结束。同时,为了避免发货延迟,工作人员每天都按照“物流中心内当天不留订单”的方针进行工作。
“我们每月会在20天左右向邮购客户发送一次邮购杂志,所以每月下旬订单会增加。以年为单位来考虑的话,进行促销活动的11月~12月这段时间是繁忙期。”藤井裕二补充说道。
不采用RFID的理由集团导入最大的太阳能系统
此前,芳凯尔关东物流中心汇集了8个物流基地,并导入了RFID,这一点在当时受到了极大的关注。与此相对,关西物流中心则采用了绑定传统的条形码。实际上,是否使用RFID,是关西物流中心成立时在芳凯尔内部引起争议的重点。
藤井裕二说道:“关东物流中心正式运转10年后,RFID在世界上普及了多少呢?另外,实际在仓库内使用时,与条形码有多大的差异这一点进行了讨论。”近年来,在服装巨头的商品出货中导入RFID十分出色,业内外亦曾经期待能在每个商品上应用RFID,但是实际情况是没有普及到那种程度。另外,在导入RFID时,仓库内需要采用读取条形码和RFID的两种阅读器,因此,如果只使用条形码,只需要一个条形码阅读器就可以了。毕竟在物流中心必须准确地将货物(商品)发货,所以该中心采用了不需要成本、通用且稳定的条形码技术。
当然,在自动化落地方面,芳凯尔克服了诸多的挑战。
在该物流中心,“芳凯尔”的商品面向邮购和直营店铺,“艾天然”则面向经销商和电商。例如,从化妆品中的隐形眼镜彩片、化妆用的小刷子等小物品,到大米、包包、衣服、鞋子等大物品,因为处理的是包装完全不同的东西,因此如何用机器人拣选包装不同的物品,在哪里拣选,在技术上也是相当困难的课题。
另一方面,机器人能处理的工作范围出乎意料地狭窄。从料箱自动仓库自动补货的生产线,如果是从芳凯尔工厂来的商品,在某种程度上货物的姿态是一致的,所以是可以实现的。但是,对于包包、衣服、鞋子等物品,每次入库的时候装的数量都会不一样。这在服装方面是理所当然的,因此这些工作必须人工才能完成。输送线集中过来的商品和手持终端机集中过来的商品,如何配合也是一个困难的问题。
除了自动化之外,关西物流中心还有一个特殊之处。对此,矢野正人介绍道,考虑到SDGs(可持续发展),芳凯尔在整个建筑屋顶安装了集团最大规模的太阳能电池板,其中可以供给关西物流中心大约35%的电力用量。到目前为止,芳凯尔在工厂安装了太阳能电池板,但在物流中心这是第一次。
按托盘、料箱单位的入库拆垛处理能力800箱/时
下文将会展示关西物流中心的实际现场。该中心的建筑物共有3层,其中的二楼夹层,包括了办公室、餐厅、更衣室等,实际上可使用4层建筑。该物流中心的运营由NX日本通运公司负责。
◆ 入库、存储
首先是一楼的入库和存储工作(图表3),由于WMS掌握了当天从工厂进入的入库数据,因此,从工厂来的卡车到达一层的入库泊位后,使用叉车对卡车进行卸货后,在每个入库托盘上发放和粘贴条形码的存储标签就结束了。
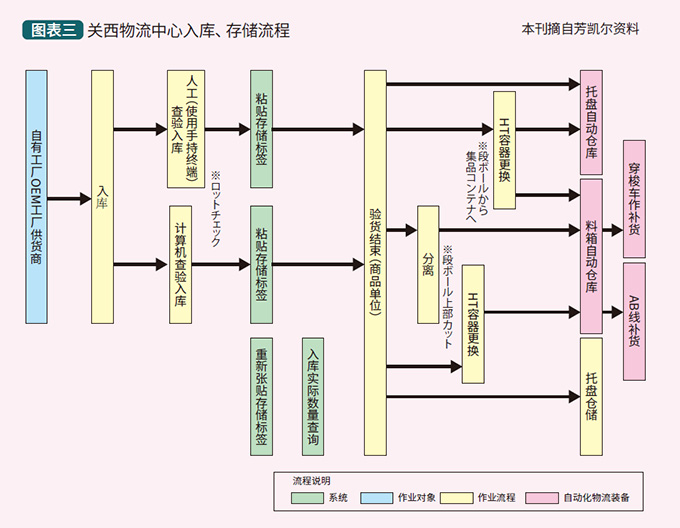
“仓储标签是以托盘和料箱为单位进行粘贴的。如果从托盘中取出一部分商品,就会变成缺货状态的托盘,所以需要以箱子为单位重新粘贴收藏标签。另外,如果箱子中的商品空了,就会将这个收藏标签撕下。”藤井裕二说道。
将入库托盘用叉车装在托盘自动仓库(照片2)前等待的高速搬运车(照片3)上,之后就会自动保存到托盘自动仓库。

以托盘为单位进行仓储的商品,根据3楼的拣货区的库存状况来出库,使用设置在与1楼的托盘自动仓库相邻的空间里的2台自动拆垛、码垛机器人,从托盘单位拼命地拆解成料箱单位(照片4)。堆码垛机器人具有自动换手功能,处理的料箱可以对应纸箱和塑料箱,具有800箱/时的处理能力,被处理后的箱子被存储在料箱自动仓库(照片5)中。

另外,以托盘和料箱为单位的商品不是自动仓库入库的形态时,通过人工调换容器,变更为可以进入自动仓库的姿态后再入库。另一方面,大米等大件物品则存储在普通的托盘架中进行保管。
另一方面,拣选、出库作业是从4楼开始,到3楼下来,最后从1楼出库的流程,因此从1楼到4楼布满了上下货物全部自动运送的输送线,这也是该中心的一大特征。
从整理到分拣皆实现自动化部署拣货机器人可满足单个SKU订单
◆ 邮购发货
接下来看一下,面向邮购的商品的出库作业流程(图表4)。邮购订单下达后,从芳凯尔的邮购订单系统向位于4楼的打印机室发送出库数据。打印机室的工作人员用WMS更新该数据,在画面上点击发出发货指示后,按照发货指示放置在打印机室的多台打印机上打印出实际的商品清单和发货单。该房间的每台打印机都用颜色编码,其中蓝色为“芳凯尔”,红色为“艾天然”(照片6)。
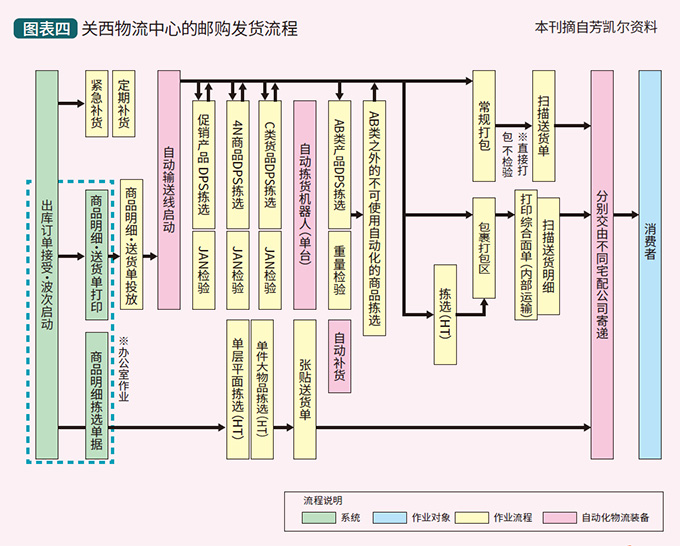
然后,在24层送纸格上设置交货明细书、发票、促销用小册子和促销宣传单(该公司称为“打交道”的纸类)等,通过拣选和装订作业的自动装订线(照片7、8),按订单核对货物和随货同行的单据关系,并将这些文件陆续投入到容器中(照片9)。
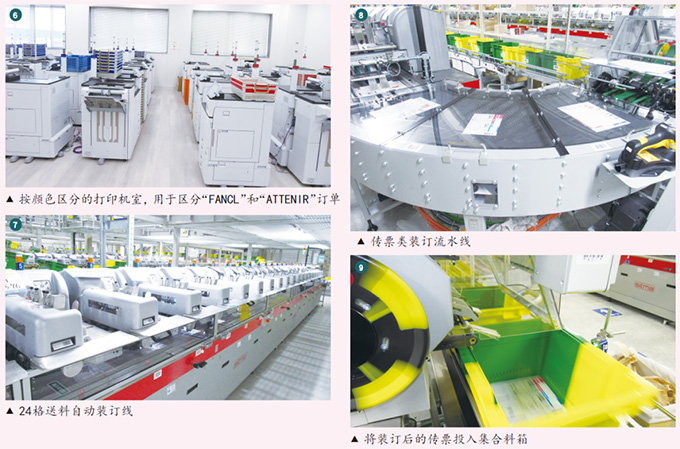
送货单和其他文件的装订机独立分别用于“芳凯尔”和“艾天然”,然后到达拣选作业线(照片10)。使用电子标签拣选系统(DPS),作业人员根据订单将追加的商品和礼物陆续放入相应的料箱中。在4楼,也有大米和饮料、青汁系等一部分的大件、大重量商品拣选区(4N线,照片11),商品的拣选工作结束了的料箱、有大件品等的订单的时候经由另一边。
接下来分拣工作转移到3楼的邮购自动投放线(AB线)。AB线方面,在“芳凯尔”线和“艾天然”线上,分别运行着1台进行自动商品补充的堆垛机(照片12)。将货物投放到安装在堆垛机两侧的流利架上。两侧设置了16个工位,在同一楼层总共32个工位上,工作人员待命接收货物,并通过具有重量检查和自动投料功能的高功能电子标签拣选系统检查物品和数量(如图13)。在料箱到达时,检查完毕的商品被自动投入。该系统具有2,100料箱/时的处理能力,并将货物发送到同一楼层的包装站(图14)。

在AB线附近,还设置了使用手持终端的人工作业异常处理的分拣区。处理的是不属于畅销的,和不适合自动投入的商品等,在完成拣货后,再流向包装线。
另外,例如,对于保健补充的“远近眼药、消脂品”(芳凯尔的两款产品)等单个SKU数量级的分拣作业,由4楼的拣选机器人(照片15)进行。藤井裕二说:“对于我们来说,这是第一次在邮购线上导入机器人,目前的机器人速度要比人工作业慢,所以首先将机器人的作业批次,以100~200件为单位,根据发货指示汇总”。另外,据说该机器人也搭载了吸附垫的换手功能。
在3楼的包装区,“芳凯尔”和“艾天然”总共设置了56个工位进行工作(照片16)。
货物被运输到一层后,最后通过安装在一层装货区域的自动分拣机进行分拣,然后通过日本邮政、Yamato运输和佐川急便三家主要公司的快递发送出去(照片17)。
据了解,邮购打包发送工作结束后,中心内使用过的空料箱已被整理成5层进行回收,在4楼的上一层汇集了近2,000个料箱。因此,在中心运转的过程中,还需要重新拆分5层料箱,因此在4层安装了3台料箱拆分机(照片18)。

◆ 店铺发货
而针对直营门店的工作(图表5)主要在四楼门店收货和打包站(如照片19)进行。不使用自动输送线,由于流动的是一个空料箱,工位的作业人员从紧邻四楼的箱式货架(自动快速店铺集货系统),等待化妆品、保健食品、大米等相关产品上架,然后对每个店铺边拣选边验货打包。
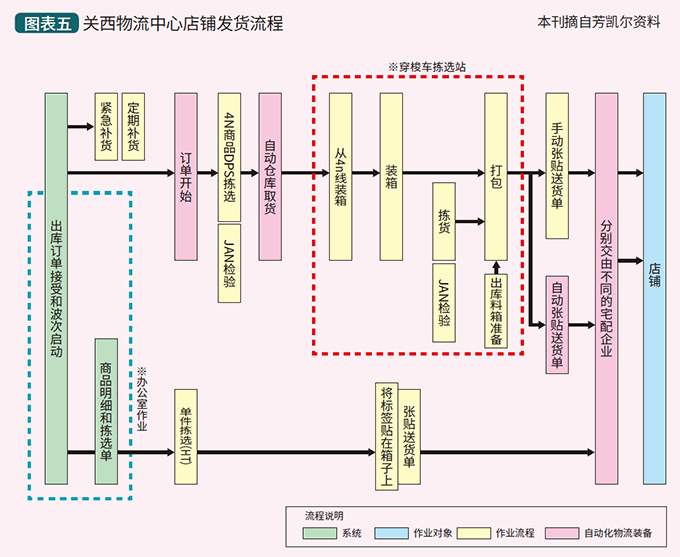
在与此时要出库的料箱上,贴上与商品相关联的条形码标签,通过设置在相邻工位订单自动粘贴区域的自动贴标机(照片20),打印订单并自动粘贴,在1楼进行与邮购一样的自动分拣发货。
验证自动化的库内作业的负担在哪里,彻底追求简单的功能性,这是我们对关西物流中心的印象。
END






 时间:下半年
时间:下半年
 地点:上海
地点:上海












