

Alfresa集团联合
在医药品业界的全球性制造商的重组和大规模化进展中,日本国内批发业也在这十几年中,受到医疗单位、药房、药店的全国连锁化和综合化的影响,涌起了行业全国化和商品多样化重组的汹涌的浪潮,整个行业正走向集约化发展。
正如本刊日本版《MATE-RIALFLOW》屡次介绍的,伴随这样的发展,物流据点也被整合或者重新设立,进而使物流能力得到提高,这是推行集约和统一化的重要好处之一。
此次所瞩目的是作为覆盖日本“中国”地区包括山口县,广岛县,冈山县,鸟取县,岛根县(下文简称:中国地区5县)的地域型医疗综合商社成长起来的成和产业(图表-1)。作为针对也在中国地区5县进展的集约化的对应战略,该公司2005年通过股权交易,完全成为了Alfresa Holdings的子公司,从而选择了纵向合作和横向联合的道路。

成和产业不仅提供医院或个人诊所开处方的医疗用医药品、在检查室等使用的诊断药/试药、医疗用食品等的批发之外,还直接从制造商采购手术用缝合线和各种喷雾器等其他的医疗材料,还有MRI和X线CT等医疗装置并进行销售和进出口业务。
据成和产业物流中心的负责人真田卫先生介绍:“大致的销售额比例结构为,医药品/试药和医疗/看护食品类占60%,医疗机械/机械材料及OA类占30%,其他占10%。”

真田 卫中心长
“其他项中包括药房等的开业支援和设备及系统维修等人员派遣、商务咨询等服务,在医药品批发商之中比较独特。”
由于加入Alfresa集团而使集团采购的范围扩大,成和产业经营的商品种类也随之比原来扩大了范围,现在(指2009年,下同)大约增加到18000个种类。并预计今后会扩大到24000个种类。
正因为如此,实现诸如库存管理和订单拣选以及准确、迅速配送等物流能力的提高,成为特别重要的课题。
凭借新中心提高频度、质量、效率
开始一天两次、通过型配送
就这样由于业务扩大,使得以前在和广岛总公司设在一起的物流据点变得狭窄。因此为了强化物流管理体制以及实现高质量稳定的物流服务,该公司在尾道市建造了面积为之前3.6倍的新物流中心,并于今年5月开始运转 (图表-2)。

被选为建设用地的尾道流通园区距离山阳高速公路的尾道高速公路出入口10分钟,至中国地区5县的交通非常方便。
真田中心负责人继续说:“从5月份的运转以来,向广岛本部和尾道、福山、冈山的各个营业所开始了一天两次的配送。今后,如果高速公路实现免费制,那么山阴(即山的北面)方面也能够进行一天两次的配送。”
成和产业在中国地区5县设有22个营业所。以前,从总部物流中心的配送全部是一天一次,然而,由于新中心的开设从而开始向广岛、冈山配送两次(一次为到11点钟为止接受订货、下午2点钟之前到达,普通为下午5点钟截止、总部为下午6:30到达/其他的为第二天早晨7点钟之前到达)。并已将此扩大放入视野中。
另一方面,“通过型配送”的扩大也成为了物流服务提高的关键。
“到目前为止在中心和营业所分别进行了入库、上架、拣选、分拣的双重作业。以改善成尽可能从一开始在本中心就按照销售人员个人、客户、路线来分别包装并出货,送到营业所后不用库存,销售人员就直接照原包装送交客户的‘通过型出货’为目标(同上)。”
现在新中心通过型出货的比例大约占全部出货的2成,而真田中心负责人考虑的是将此“最低提高到5成左右,如有可能则提高到8成左右”。由于存在紧急配送等客户的要求,因此很难完全废除营业所的库存,虽然不能消除库存补充配送,但是“通过型出货”增加得越多,就越不需要营业所的物流作业,因此能够减少总的物流成本。
高级物流系统的采用
为了实现如此高度的物流业务,在新中心配备了各种各样的物流搬运系统设备,以及WMS等信息系统。这是村田机械从布局设计开始统一构筑交货的(图表-3、4)。
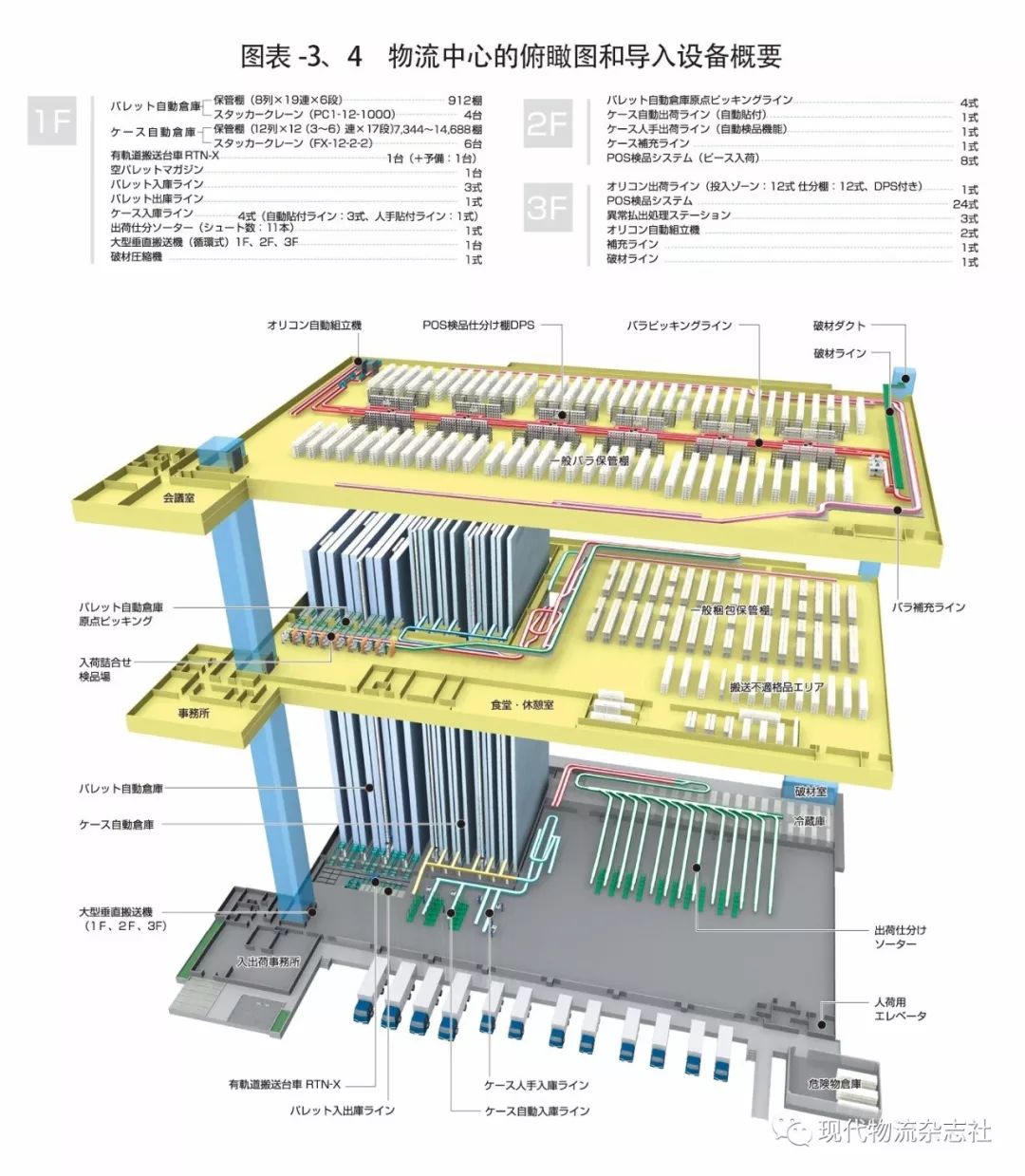
目前,本中心经手该公司经营的产品品目中的医疗用医药品、检查试药、医疗装置、医疗用食品等约18000个种类,在托盘自动仓库/箱式自动仓库里库存并迅速出库。经由输送带线通过数字显示系统的拣选后,能够以最少的人数来进行按地区区分的自动分拣和精确的高效率作业。
真田中心负责人指出:“积极活用村田机械公司的产品包括托盘或箱式的两种自动仓库和拣选系统等物流设备是要点。在运转初期也承蒙该公司的支持,建立了在抑制投资成本的同时也取得了确实的效果的构造。”
“通过实现以更高的效率准确、迅速的作业,尽可能将营业所的库存集约在新中心,正在逐步实现减少营业所的库存、人工作业的目标。”
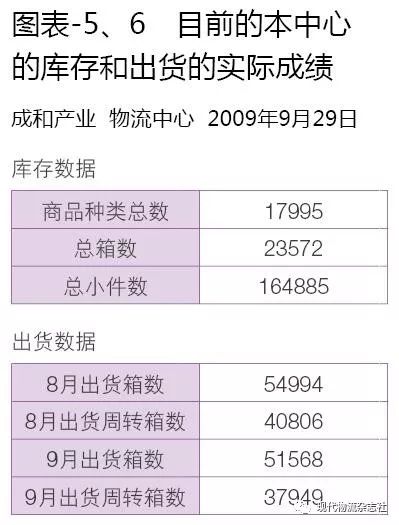
虽然目前中心的库存量大约为6万箱、价值1000多亿日元、每月销售额20亿日元,10年后的目标设定在10万箱、每月销售额150亿日元、一年的销售额1800亿日元(图表-5、6)。
另外,进货、验收、保管、拣选、包装、出货的各个作业所需要的信息,由和成和产业的ERP、SAP/R3联动的WMS(Warehouse Management System仓库管理系统,村田机械研发)进行统一管理。其特点为融合了自动化系统,也活用人工的半自动化系统。
也追求安全、质量、环保
新中心将下述的所谓跟踪能力、安全性、生态之类的反映时代潮流的热门话题进行具体化。
(1)跟踪能力、质量管理
不仅以品目单位来管理各个商品,并且分别按照多个制造批量或使用期限来管理,确立能够追踪在什么时候、哪里、多少被出货的跟踪能力。在万一的情况下,甚至能够确定此产品售给了哪一位顾客或患者。
并且以符合商品特性的温度管理来追求保持质量、安全、安心。
(2)安全性
在出入房间的门上设置静脉认证系统。作为只有预先登记了手背的静脉模式的员工和有关人员才能进入的构造。以此彻底贯彻按照药品的管理级别的出入房间管理。
并且在重要地点设置监控摄像头,从而能够管理作业状况,并能够检测入侵者。
(3)生态
建筑物采用遮断太阳光的绝热效果高的材料、施工方法,并采用良好采光和换气系统设计的生态建筑。
走廊、台阶的照明通过传感器只在必要的时候点灯,彻底实施室外的电灯采用太阳能发电等措施来节约能源。
以下,按照库内作业的流程来观察实际的系统运转。
1、2托盘入库
进货到中心的商品,经过在一层入库流水线上以包装为单位的验收后,按照对应商品的特性和出货单位的不同区域分别入库。以托盘单位将记载了商品番号、品名、进数、批号、有效期等信息的托盘标签粘贴在托盘上。
在作业人员将此投入流水线入库的情况下(1),自动读取条形码标签后,经过有轨搬运台车RTN-X被入库到托盘自动仓库(堆垛机4台,货位912、约对应3万箱)(2)。

(图1)

(图2)
3~5箱装产品的检查和入库
以下看一看检查箱装产品的情况。在自动入库流水线(3),作业人员扫描包装箱的ITF条形码(4),并与在WMS终端上显示的预定进货信息(医药品业界的标准电子数据交换技术系统/通过JD网络接受)进行校对确认。确认实际物品及批号、有效期,并通过从画面上进行选择来登记。

(图3)

(图4)
在流水线标签被自动贴在包装箱上(5),并被自动搬运到规定的箱式自动仓库或者货架上。箱式自动仓库(堆垛机6台)以一次抓取两箱来提高出入库效率,并以大小自由的设计来提高保管效率。使货架和移载货叉成梳形,且不论尺寸大小都能抓起的构造(6)。

(图5)

(图6)
通过引进这样的托盘自动仓库、箱式自动仓库,从而在提高保管效率的同时,通过出入库、补充的自动化很大地提高了生产性。
另外异形品和少数品通过人工入库流水线,用人工贴标签后入库。
7零散单位入库
不足包装箱单位的零散单位的入库品在2层的进货混装检查产品区域检查(7)。此时如果在零散单位的条形码中使用了比ITF或JAN代码位数多的包含批量信息的EAN128,则一次读取即可。其他的情况与上述同样,从WMS画面上进行选择登记。另外据说预计将来现场的扫描器还能够读取更大信息容量的二维码。
检查产品后零散品被混载在料箱里并被投入到补充流水线中。并被入库到3层的一般零散保管货架上。

(图7)
包装箱和零散的拣选
8、9从自动仓库拣选箱式货物
以包装箱单位出货的高出货率商品在2层的拣选区域起始点,作业人员按照WMS画面的指示,从托盘自动仓库出库的托盘上拣选规定的数量(8)。

(图8)
扫描包装箱条形码的进行双重检查后,然后粘贴打印机印刷的出货用包装箱标签,移至出货流水线上(9)。在传送带上包装箱标签和送货单被自动核对并被登记。
除此以外的箱装产品从一般箱式保管货架通过手持终端进行出库作业。

(图9)
10、11拆零出货-周转箱的供应
3层的零散品出库作业是两阶段方式。基本上,从折叠周转箱自动组装机(大库运输机制造)将折叠好的周转箱放到两个拣选流水线上(10),并自动贴上出货标签。
周转箱经过需要的区域时拣选品被投入,即为数字拣选系统(11)。

(图10)

(图11)
12~15先行拣选和POS检查产品
等待周转箱到达后被动的拣选很难出效率。因此,在各个流水线的6个拣选区域分别配置3~4名的作业人员,按每个作业批次拣选指示到达后就立即开始先行拣选(12)。用手持终端一边扫描,一边放入到筐中并汇集在检查产品场地(13)。

(图12)

(图13)
负责检查产品人员用POS方式两次检查(14),在彻底确认准确性之后暂时放置在分拣货架上。用手持终端读取放置位置条形码(15),并登记在WMS上。

(图14)

(图15)
16、17向周转箱投入
当周转箱依次到达各个区域时,在暂时放置货架的对面,输送带流水线一侧的负责人员扫描周转箱的条形码。于是,暂时放有应投入筐的货架上的灯会亮起(16),就这样能够准确无误地投入到周转箱中(17)。

(图16)

(图17)
因此能够防止人为错误,并且能够把握详细的作业进展状况。
此外,零散拣选也从3层的一般零散保管货架进行手持终端作业,从下午最初的作业开始到夜晚7点前后结束。
18静脉认证系统
为了管理中心出入口和向精神药房等的进出,全面引进只有预先登记了手背的静脉模式的本人才能入室的静脉认证系统。并且也兼用于员工的上下班管理。其特长在于不用卡等媒体就能够进行简单、严密的管理。
真田中心负责人一旦用手背接近传感器,则各个门立即反应,好像没有任何不快感。

(图18)
19、20监控摄像头和监视器
此外,一层办公室的监控监视器会通过设置在人员的出入口或办公室,产品的进出口和中心内物流系统的重要地点多数设置的监控摄像头(19)映出该区域的图像(20)。用以确认外部人员等的入侵或作业状况,以及为意外情况提供可追溯的影响资料。
(图19)

(图20)
21低温区域
还实施按照医药品的种类以合适的温度冷藏、冷冻保存,包括每天的拣选作业也在此要求下进行。
如此可保证质量管理的万无一失。

(图21)
22、23分拣、出货
如上所述在各个区域被拣选的箱式商品/零散商品混载周转箱通过输送带被运送到1层,在自动读取货签条形码后,通过滑块式分拣机被分拣到出货区域的滑槽(共计11个)(22)。
作业人员在滑槽下将这些货物移至按营业所区分的笼车中(23),并装进卡车中完成出货。

(图22)

(图23)
“经过4个多月的运转,随着逐渐熟悉作业,正在天天提高效率。以通过型出货能够减轻营业所的物流作业,提高此比例以减少成本的目标也得到公司的期待。“真田中心负责人继续展望今后,“并且通过使营业部门和现场委托企业的协作,朝着‘10年后每月销售额150亿日元’的目标,努力进一步提高生产力。”
成和产业从今年10月份起,将第二天早晨到达的接受订货截止时间延长30分到19点。由于延长营业时间力求扩大营业额,因此要求现场在更短的时间内准确地完成作业、虽然是这样,如果是本中心相信能对应没有问题。
其他文章链接:
【专栏】物贯西北 有条不紊——访宁夏新华百货现代物流有限公司物流总经理 赵军龙
【专栏】赏盘中美景 品蔬食三味 ——访大蔬无界CEO及联合创始人 宋渊博







 时间:下半年
时间:下半年
 地点:上海
地点:上海












